
新闻中心
Adhesive joints exhibit incomplete continuity in construction, which often makes them the focus of stress concentration. Under the combined action of external forces and environmental stress, joints are prone to damage. The failure strength of a joint, which refers to the maximum load that a unit of bonding area or length can withstand, is a key indicator for measuring its performance. Due to the fact that adhesives are mainly composed of polymer materials, their failure process is inevitably accompanied by rheological phenomena, specifically manifested as the dependence of failure strength on loading speed (time) or temperature.
As a connection part with discontinuous materials between components, adhesive joints are particularly fragile under external forces and environmental stresses. The complexity of its internal structure, such as volume shrinkage during the adhesive curing process, internal stress caused by differences in thermal expansion rates between the bonded material and the adhesive, and the influence of environmental media on the bonding structure, collectively result in uneven distribution of internal stress inside the joint. The non-uniformity of internal stress often leads to the failure of adhesive structures starting from weak links in their structure.
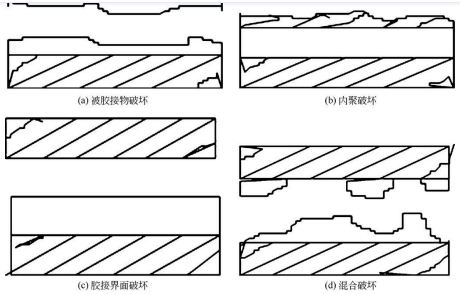
According to the specific location of the damage, the damage of the adhesive joint can be divided into four types: (a) being damaged by the adhesive, that is, the damage occurs in the connected material itself; (b) Cohesive failure refers to the occurrence of damage within the adhesive; (c) Interface damage, which occurs at the interface between the adhesive and the bonded material; (d) Mixed destruction is a complex situation where two or more of the above-mentioned modes of destruction coexist.
The dominant factor in the failure of the bonded material and the cohesive failure of the adhesive lies in the strength characteristics of the material itself, but it is also influenced by various factors, such as internal defects of the material, thickness of the adhesive layer, treatment quality of the bonded surface, and the interaction between each component. Usually, the strength of the joint is slightly lower than the strength of the material itself that makes up the joint, because there are always some factors that weaken the strength in practical applications, although there are a few exceptions.
The interface damage is mainly attributed to the poor adhesiveness of the bonded material. Due to the heterogeneity of materials and variations in surface treatment, process implementation, and other processes, completely defect free interface failure does not exist in reality. In an ideal situation, assuming that the interface zone is completely absent, the failure strength of the joint will mainly be determined by the adhesion strength between the adhesive and the bonded object. The mixed failure mode is more common in situations where the strength of various materials is similar, and the failure may involve both cohesive failure and interfacial failure.
It is worth noting that the type of joint failure is not fixed, but may change with various external conditions such as temperature, loading speed, etc. For viscoelastic polymers, an increase in temperature accelerates the thermal motion of molecular segments, thereby accelerating the stress relaxation process, resulting in increased deformation and decreased strength of the joint under load. Similarly, a decrease in loading speed can lead to more complete stress relaxation due to prolonged external force application time, resulting in increased joint deformation and decreased strength. The influence of temperature and loading speed on adhesive strength actually reveals the inherent relationship between them. Specifically, when the loading speed of the test is increased or the test temperature is lowered, the joint is more prone to cohesive failure, which can be attributed to the increase in the modulus and cohesive strength of the adhesive.
In addition, a large amount of experimental data also indicates that there is an equivalent relationship between the thickness of the adhesive film, testing speed, and testing temperature. Specifically, thickening of the adhesive film, slowing down of testing speed, or increasing of testing temperature often lead to cohesive failure; On the contrary, thinning of the adhesive film, increased testing speed, or decreased testing temperature are more likely to cause interface damage. This discovery further confirms the existence of rheological properties during the failure process of polymer materials, that is, the failure strength has “time temperature equivalence”. In other words, increasing the duration of external force is equivalent to increasing the temperature, while reducing the duration of external force is equivalent to reducing the temperature. This principle has important guiding significance in explaining the failure behavior of polymer materials.
In the complex landscape of adhesive joint system failure, the cohesive failure of the bonded material and adhesive often stems from improper material selection, limitations in usage conditions, or constraints on the current development level of the materials industry. Even under ideal wetting conditions, pure interface failure is difficult to achieve in adhesive joints because in practical applications, various failure modes are often intertwined with each other. In fact, we can observe a certain degree of interface damage in almost all types of destruction.
In addition to the material itself, the failure of the joint is also deeply influenced by the surface state of the bonded material. The cleanliness, roughness, and chemical properties of the surface directly affect the interaction between the adhesive and the bonded material, thereby affecting the overall strength of the joint. Meanwhile, the inherent characteristics of the bonded material and adhesive, such as thermal expansion coefficient, elastic modulus, chemical stability, etc., are also important factors determining the failure mode of the joint.
In addition, the selection and execution of bonding processes are also an important aspect that cannot be ignored. Different bonding processes can lead to differences in the thickness, uniformity, and curing degree of the adhesive layer, which can significantly affect the failure behavior of the joint. And environmental stress, such as temperature changes, humidity, corrosion, etc., will act on the joint for a long time, accelerating its aging process and ultimately leading to damage.
In summary, the failure of adhesive joints is the result of multiple factors, including material selection, usage conditions, surface condition, material characteristics, adhesive process, and environmental stress. Therefore, when designing and using adhesive joints, it is necessary to comprehensively consider these factors to maximize the strength and durability of the joint.
1、 The surface roughness of the bonded material is an important basis for exciting mechanical bonding force, which mainly comes from the synergistic effect of wetting and adsorption, especially in the bonding of porous materials such as wood. As the surface roughness coefficient gradually increases, the effective surface area involved in bonding increases accordingly, which initially promotes the enhancement of bonding strength. However, when the roughness exceeds a certain critical value, excessive unevenness may hinder the uniform distribution and penetration of the adhesive, resulting in weak areas at the bonding interface and causing a decrease in bonding strength instead of an increase. This phenomenon is essentially similar to the bonding behavior of metal materials.
The influence of surface roughness of the bonded material on bonding failure does not exist in isolation, but is intertwined with multiple factors. For example, pressure operation can more effectively promote the close contact between the adhesive and the bonded material for materials with rough surfaces, thereby improving the bonding effect; For materials with smooth surfaces, good bonding can be achieved even under lower pressure, as the adhesive can spread more smoothly and penetrate the interface. In addition, if the adhesive material itself is easily wetted by the adhesive, the influence of surface roughness on the bonding strength will be relatively weakened.
At the same time, the density factor of the bonded material also needs to be considered. For wood with high density and extremely rough surface, its internal pore structure may be complex, which is not conducive to the full penetration and curing of the adhesive, thereby affecting the bonding effect. Therefore, when determining the optimal surface roughness of the bonded material, it is necessary to comprehensively consider the wetting performance of the adhesive, the density characteristics of the material, and the specific bonding process requirements to achieve the best bonding strength and durability.
2、 The formation of weak interface layer is a complex process involving multiple intertwined factors, including the properties of the bonded material, adhesive, environmental conditions, and their interactions with each other. When low molecular weight substances or impurities in these elements aggregate locally or as a whole in the interface region through dialysis, adsorption, and aggregation mechanisms, forming the so-called “enrichment zone”, a weak interface layer is formed.
When subjected to external forces, the failure of the bonding structure often occurs first on these weak interface layers, which is the root cause of interface failure and the direct reason for the significant decrease in bonding strength. The generation of weak interfacial layers requires specific conditions: firstly, the adhesive force between the adhesive and the bonded material mainly depends on the physical adsorption between molecules, especially the subvalent bond system, which is more susceptible to the influence of weak interfacial layers; Secondly, low molecular weight compounds have dialysis ability between the adhesive and the bonded material. They migrate and accumulate at the interface, forming a weak interfacial layer, which plays a key role in the damage of the bonded joint; Furthermore, if the low molecular weight substances in the bonding system have a stronger adsorption force on the surface of the bonded object than the adhesive molecules, they will change the original adsorption equilibrium and form a new low molecular weight adsorption layer on the surface of the bonded object. This process will weaken the bonding force between the adhesive and the bonded object, thereby affecting the stability of the bonded joint.
However, it is worth noting that not all interface failures can be solely attributed to the role of weak interface layers. In fact, there are many other factors, such as material heterogeneity, incomplete surface treatment, defects in bonding processes, and long-term effects of environmental stress, that may lead to interface damage in bonding structures. Therefore, when analyzing the causes of adhesive failure, it is necessary to comprehensively consider various possible influencing factors.
3、 Internal stress
The internal stress of adhesive structures is one of the key factors leading to joint failure, which mainly includes two categories: shrinkage stress and thermal stress. The source of shrinkage stress comes from the volume shrinkage that occurs during the curing process of the adhesive, while thermal stress is caused by the anisotropy and differences in expansion coefficients between different materials of the bonded material under the influence of temperature changes or moisture. Especially in adhesive joints composed of materials with different densities, temperature fluctuations can exacerbate the generation of thermal stress.
The essence of shrinkage stress lies in the volume reduction process during the adhesive curing reaction. Different types of adhesives have varying shrinkage stresses due to their different curing mechanisms. For example, solvent based adhesives experience significant volume shrinkage due to solvent evaporation; Hot melt adhesives are affected by factors such as cooling rate, temperature gradient, crystallinity, and distribution of crystallization zones, resulting in internal stress; The molecular movement of thermosetting adhesive is limited after gel, and further curing reaction becomes the main source of shrinkage stress. For example, thermosetting phenolic resin releases small molecular water during curing, and its volume shrinkage is much higher than that of epoxy resin. To improve the bonding strength, corresponding measures should be taken to reduce shrinkage stress based on the type of adhesive and its curing characteristics, such as adjusting the concentration of functional groups, adding polymer toughening agents or fillers.
Thermal stress arises from the mutual constraint of materials with mismatched coefficients of thermal expansion during temperature changes. Its size is proportional to the amplitude of temperature changes, the difference in expansion coefficients between materials, and the elastic modulus of the material. To alleviate thermal stress, the following strategies can be adopted: selecting a lower curing temperature to reduce the amplitude of temperature changes; If conditions permit, priority should be given to using adhesives with low modulus and good extensibility, so that thermal stress can be released through the deformation of the adhesive; Properly increasing the thickness of the adhesive layer or using room temperature curing adhesive can also effectively alleviate the impact of thermal stress on the bonded joint.
Crosslinking Degree
The cohesive strength of polymer adhesives does not increase monotonically with an unlimited increase in crosslinking density.. In fact, its strength variation is closely related to the number of crosslinking points and the length of crosslinking molecules. In the initial stage, as the number of cross-linking points increases, the cross-linking spacing shortens, which theoretically should enhance the cohesive strength of the adhesive. However, when the cross-linking density is too high, the length of cross-linking molecules will correspondingly shorten, causing the adhesive to become too hard and brittle, and weakening its cohesive strength, because increasing brittleness will reduce the material’s energy absorption and dispersion ability when subjected to external forces.
Introducing crosslinking agents into adhesive formulations may sacrifice their compatibility with non-polar materials and initial adhesion properties to some extent, but this process also has its positive effects. When the polar groups of the crosslinking agent can fully adhere to the surface of the bonded material, these unreacted crosslinking agent molecules actually play a “bridge” role, not only promoting the interaction between the adhesive and the bonded material, but also continuing to participate in the crosslinking reaction in the subsequent process, effectively improving the cohesive strength of the adhesive and the final bonding strength. Taking rubber adhesives as an example, if their design completes the cross-linking process after bonding, then this adhesive can often produce products with both high internal polymerization strength and excellent bonding strength.
Polarity
There is a significant correlation between the polarity and wettability of the bonded material.. Polar adhesives, such as those containing polar molecules such as water, ethanol, esters, etc., can more effectively wet the surface of polar bonded materials, which is crucial for promoting the bonding process. Normally, as the polarity of the adhesive increases (or the number of polar groups increases), the bonding strength will show an upward trend in the initial stage. However, when the polarity reaches a certain level, further increasing the polarity groups will significantly improve the cohesive strength of the adhesive, making it more viscous and reducing its fluidity, making it difficult to fully wet the surface of the bonded material, ultimately leading to a decrease in bonding strength.
When choosing adhesives, the principle of “similar compatibility” is generally followed, that is, non-polar adhesives are more suitable for bonding non-polar materials, while polar adhesives are more suitable for bonding polar materials. This choice helps ensure good wetting and bonding between the adhesive and the bonded material, thereby improving the bonding effect.
Molecular weight and molecular weight distribution of adhesives
The molecular weight size and distribution of polymer adhesives are one of the key factors determining the bonding strength.. The smaller molecular weight endows the adhesive with a lower melting point and viscosity, which facilitates its penetration and diffusion to the surface of the bonded material, thereby achieving good initial bonding performance. However, the cohesive energy of such low molecular weight adhesives is relatively low, which makes them prone to internal fracture when subjected to external forces, resulting in low cohesive strength of the adhesive obtained.
On the contrary, high molecular weight polymer adhesives have poor flowability during the bonding process due to their difficulty in dissolution, high melting point, and high viscosity, which may affect sufficient contact with the bonded material and thus reduce the immediate performance of the bonding to a certain extent. But this type of adhesive has high cohesive strength and can form a strong bonding force at the bonding interface, which may result in higher bonding strength under specific conditions.
In order to balance bonding performance and cohesive strength, the molecular weight of the polymer used in the adhesive usually needs to be within a specific range to ensure both good bonding effect and sufficient cohesive strength. Accurate control of polymer molecular weight is particularly important in the selection of polar adhesive main agents and molecular structure design.
In addition, even if the average molecular weight of the polymer is the same, the different molecular weight distributions can have a significant impact on the bonding strength. When the oligomer content is high, the failure of the adhesive joint often presents as cohesive failure, that is, the fracture occurs inside the adhesive, indicating that the cohesive strength of the adhesive is relatively low. When the polymer content dominates, the failure of the bonded joint is more likely to present as interface failure, that is, fracture occurs at the interface between the adhesive and the bonded material, which may be related to the insufficient wettability and adhesion of the adhesive to the surface of the bonded material.
Therefore, when designing and selecting adhesives, it is necessary to comprehensively consider the molecular weight size, distribution, and interaction with the bonded material of the polymer, in order to optimize the bonding performance and achieve the required bonding strength.
Curing of Adhesives
The physical and chemical property changes experienced by adhesives during the curing or hardening process have a profound impact on their bonding strength and failure mode, which directly determines the final quality of bonded products.. According to the different curing mechanisms, adhesives can be divided into two categories: hardened and cured. Hardening is a physical process that involves increasing the hardness of adhesives through drying, crystallization, and other means; Curing is a chemical process that significantly enhances the strength and performance of adhesives through chemical reactions such as polymerization and condensation.
(1) Solution adhesive: This type of adhesive is soluble in specific solvents, and its curing process mainly depends on the solvent gradually evaporating after wetting the surface of the bonded material, thereby forming an effective adhesive force. The evaporation rate of solvents directly affects the hardening rate, and too fast or too slow is not conducive to optimizing the bonding strength. Therefore, when preparing solution adhesives, it is necessary to carefully select solvents according to the application environment and strength requirements to balance the volatilization rate and wetting effect.
(2) Lotion adhesive: its hardening mechanism is also based on the physical process, which increases the concentration through the penetration or volatilization of water in the lotion, and finally makes the colloidal particles coagulate and solidify under the effect of surface tension. The ambient temperature is a key factor in this process, and high temperature helps to form a continuous adhesive film and improve the bonding strength; When it is lower than the minimum film-forming temperature, it will cause the adhesive film to be discontinuous and the strength to decrease. Therefore, when using lotion adhesive, ensure that the operating temperature is not lower than its minimum film forming temperature.
(3) Hot melt adhesive: This type of adhesive is mostly a thermoplastic polymer, which obtains fluidity by heating and melting, wets the bonded surface, and then cools and hardens to achieve bonding. When preparing hot melt adhesive, it is necessary to properly balance the strength and viscosity of the melt. Although high molecular weight can enhance strength and toughness, it can also increase the viscosity of the melt and affect fluidity. By adjusting the temperature and adding auxiliary components such as wax, tackifiers, fillers, and antioxidants, the flowability and adhesion properties of hot melt adhesive can be optimized.
(4) Thermosetting adhesive: This type of adhesive has a three-dimensional network structure, and its formation methods include crosslinking linear polymers through curing agents, and generating three-dimensional crosslinked structures through condensation or polymerization reactions of multifunctional raw materials. During the curing process, these two types of reactions may occur simultaneously, such as urea formaldehyde resin, phenolic resin, etc. The curing process of thermosetting adhesives is complex and critical, directly affecting their final performance and stability.
Adhesive layer thickness
In order to ensure that the bonding strength reaches the ideal level, the thickness control of the bonding layer is crucial.. On the premise of avoiding glue shortage, the bonding layer should pursue as thin and evenly distributed as possible. Adequate adhesive dosage is the foundation for preventing adhesive shortage. It can effectively fill the small pores on the surface of the bonded material, smooth out unevenness, and form a continuous and dense adhesive film. This is the key to achieving efficient bonding strength. The recommended thickness range for the adhesive layer is usually between 20 and 50 microns, based on the following reasons:
Other influencing factors
In addition to the key factors mentioned earlier, obtaining excellent bonding strength is also deeply influenced by the characteristics of the bonded material, adhesive properties, and bonding process related factors.. Specifically:
In summary, to achieve good bonding strength, it is necessary to comprehensively consider and optimize various factors such as the bonded material, adhesive, and bonding process.
The adhesive field is extremely extensive, and its core characteristic is the ability to achieve adhesive function through various mechanisms such as mechanical anchoring and adsorption. Therefore, any substance with such ability can be considered as an adhesive for use. Numerous adhesives have demonstrated cross material bonding capabilities, such as rubber adhesives that can connect […]
More and more books are using EVA hot melt adhesive for binding process. Almost all of them are used in large, medium, and small processing plants across the country. There will still be an upward trend in the future. This is because using this adhesive results in fast book publishing speed, short cycle time, aesthetically […]
How to seal boxes and cartons with packaging hot melt adhesive? Almost every adhesive application for boxes and cartons involves the use of hot melt adhesive to seal the flaps. Apply adhesive to one wing at an elevated temperature, and then place it in contact with the surface of the second wing. Then press them […]
What are the environmentally friendly adhesives? Adhesive is any substance that binds two objects together – essentially glue. The objects adhered together by our adhesive are considered as “substrates”. Have you ever made a grilled cheese sandwich? Once melted and cooled, cheese can be considered as a binder that binds two slices of bread (substrate) […]
