
新闻中心
With the development of the plastic industry and the continuous emergence of new requirements in the market, companies that have been using specific granulation systems for a long time need to consider not only cost but also comprehensive understanding of application needs to choose the appropriate granulation system when increasing production capacity. The three main types of granulation systems currently in use each have distinct advantages and disadvantages.

In strip granulation, the polymer is cut into particles after cooling and solidification. In terms of its properties, this system operates in the same line as extrusion, metering molten polymer into a line mold that is very similar to the sheet mold head. The difference is that the material leaves the mold head through multiple holes, each forming a polymer line. The strip enters the water tank, where it is cooled, then dried by a dehydration device or air knife, and finally sent to the granulator where it is cut into cylindrical particles. The disadvantage of this particle shape is that the flat ends of the cylinder are prone to sticking together and causing particle coalescence. After cutting, the particles fall into the classifier, which removes oversized particles or clumps and transports the remaining particles downstream. In addition to having the lowest cost, stretch granulation is also suitable for a variety of polymers, making it easier to use than other granulation systems. It is also easier to come into contact with component surfaces for cleaning and color changing, and promotes polymer conversion cutting components by quickly replacing polymers. Therefore, it is particularly suitable for contract factories and other small and medium-sized companies that frequently change materials.
The automation level of the stretching granulator is relatively low, for example, the work involved in stringing the rubber strip above or below the guide roller each time it is started requires manual completion. The stretching granulator is also limited in particle size, and it is difficult to obtain small particles required in some applications without causing stretching breakage. The other two weaknesses stem from cutting particles from solidified strips: compared to other granulation systems, there is a greater likelihood of cutter wear and dust and debris generation. Pulling and granulating machines are also more susceptible to process changes, which may lead to strip detachment and other issues. Finally, the demand for water baths means that the strip cutting machine occupies a larger area in the factory workshop. This is a regular “dry cutting” process for pulling and granulating strips
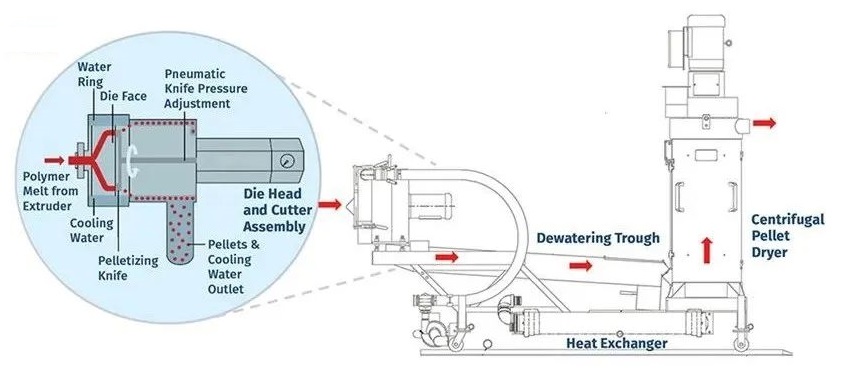
There is also a type of “wet cutting” stretching and granulation process with a higher degree of automation: when the rubber strip enters the water slide, the nozzle sprays water flow to cool the rubber strip and provide cascading water flow, moving the rubber strip towards the granulator. The system does not use an air knife, but rather discharges process water from the rubber strip before granulation, and then allows it to be reintroduced into the particle stream after granulation to further cool the polymer. The particle flow enters the centrifugal particle dryer at the bottom of the equipment, and the rotating shaft with lifting blades dehydrates the particles. The particles leave the dryer from the top. In a water slide system, the particles are cut from a still moist and softer rubber strip than in a water bath system, resulting in less tool wear. The water slide system also provides a wider range for automation by better controlling the process water conditions. In addition, there is a “self twisting” function, which replaces the broken rubber strip when it is sent into the water slide, thereby reducing worker intervention. On the other hand, the drying process generates additional dust and fine particles, requiring more complex filtration techniques in the process water system. This is the same as the centrifugal particle dryer used in water ring and underwater granulators.
The molten polymer flows into multiple holes arranged in a circular pattern in the template and is cut into particles when it comes out of the mold surface. Cutting is accomplished through a series of rotating cutting tools arranged in a circular pattern. The mold surface is made of hardened metal, so wear mainly occurs on the blades. Pressure is applied to the cutting component through hydraulic means to ensure correct contact with the mold surface. The water ring granulator produces round but flat pills, similar to aspirin tablets. When the polymer leaves the mold hole and is cut by a rotating tool, the resulting particles are thrown outward into the water ring, which is fed tangentially into the cutting chamber. Water cools the particles and transports them to a water tank for further cooling and delivery to a centrifugal dryer operating in the manner already described. The water returns to the temperature control and filtration system and circulates to the granulation process.
The water ring granulator is the most compact among the three main granulation processes and provides a certain degree of automation. An operator can easily control the system by using button controls to stop and start the system and adjust the cutter speed to control particle size. The cost of this system is lower than that of an underwater granulator. Its sensitivity to process changes such as melt temperature and pressure is significantly reduced, and there is no problem of mold freezing. Due to the fact that molten polymers are pelletized before encountering cooling water, water ring granulators are mainly limited to processing high melt strength materials such as polyolefins and polystyrene. This process is particularly unsuitable for high temperature or viscous materials. Compared to underwater granulators, there are also capacity limitations.
Underwater Granulator (UWP) is a type of die face granulator. This means that the molten polymer is cut into particles as it leaves the mold hole, which is arranged in a circular pattern in the circular mold. The key difference between the water ring granulator (also known as the die face granulator) and the water ring granulator is that the cutting chamber is completely filled with process water, so polymer droplets are immersed in water when leaving the mold hole. Due to minimization Surface tension< i class="wx_search_keyword" style="-webkit-tap-highlight-color: transparent; margin: 0px; padding: 0px; outline: 0px; max-width: 100%; box-sizing: border-box !
important; overflow-wrap: break-word ! important; display: inline-block; vertical-align: super; font-size: 10px; width: 1.2em; height: 1.2em; mask-position: 50% 50%; mask-repeat: no-repeat; mask-size: 100%; background-color: var(--weui-LINK); mask-image: url("data:image/svg+xml,%3csvg width='12' height='12' viewBox='0 0 12 12' fill='none' xmlns=' http://www.w3.org/2000/svg '%3e%3cpath fill-rule='evenodd' clip-rule='evenodd' d='M7.60772 8.29444C7.02144 8.73734 6.29139 9 5.5 9C3.567 9 2 7.433 2 5.5C2 3.567 3.567 2 5.5 2C7.433 2 9 3.567 9 5.5C9 6.28241 8.74327 7.00486 8.30946 7.5877C8.3183 7.59444 8.3268 7.60186 8.33488 7.60994L10.4331 9.70816L9.726 10.4153L7.62777 8.31704C7.62055 8.30983 7.61387 8.30228 7.60772 8.29444ZM8 5.5C8 6.88071 6.88071 8 5.5 8C4.11929 8 3 6.88071 3 5.5C3 4.11929 4.11929 3 5.5 3C6.88071 3 8 4.11929 8 5.5Z' fill='%23576B95'/%3e%3c/svg%3e" );"> UWP is the most complex granulation system and has advantages over other granulation systems: ●Automation. UWP has the largest automation range, and PLC control controls many of its functions. The functions of blade grinding and online template grinding can be pre programmed to minimize downtime to the greatest extent possible. ●Throughput. UWP is designed to have a throughput of up to 70000 pounds per hour, with a bar granulator at 44000 pounds per hour and a water ring granulator at 11000 pounds per hour. ● Multifunctionality. UWP can handle almost any polymer and can be used for various applications, including compounding, melting, masterbatch, polymerization, recycling, and regeneration. The stretching granulator can be used for all these applications except for hot melt adhesive. The water ring granulator is mainly recommended for recycling and regeneration due to its low throughput and limitations on high melt strength materials. ● Blade lifespan. Expand by controlling tool pressure. ● Particle diameter range. Widely used, including particles, for the production of masterbatch and expandable polystyrene, as well as plastics. ● Particle consistency and geometric shape. In addition to having a more uniform size, UWP particles are spherical in shape, which enhances the flow rate into the hopper and feed inlet and increases the packing density. ● Dust and fine particles. Due to the polymer being cut in a molten form, it decreases. ● Integrate with upstream devices. The operator can access the extruder, feeding equipment, screen changer, and melt pump through a single interface on the granulation system. ● Space occupancy. Compared to the bar cutting machine, it is smaller. In addition to cost and complexity, UWP systems have another drawback: they may “freeze” at the module head when running certain products. When the process changes upstream of the granulator result in reduced or uneven polymer flow at the template, this situation occurs, causing the polymer to solidify in the mold holes. Freezing can cause deformation or unevenness of the produced particles. Consistent and high-level melt pressure at the mold head is crucial for preventing freezing. 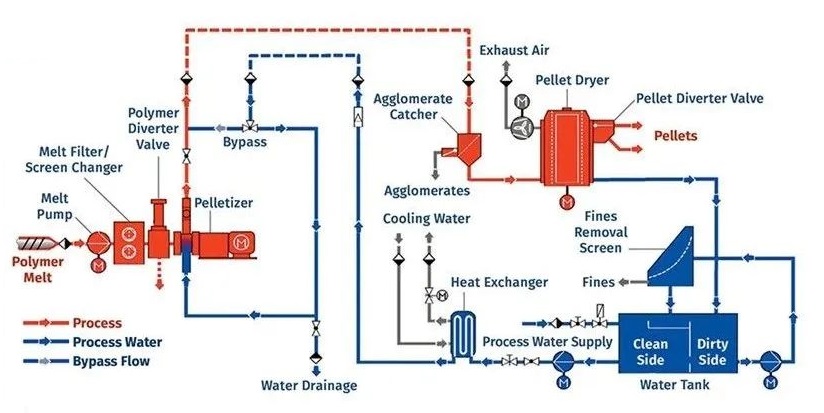
Mechanical anchoring theory:Adhesive must penetrate into the gaps on the surface of the adhered object and eliminate the air adsorbed on its interface in order to produce adhesive effect.. The mechanical theory is very convincing in explaining the bonding of porous materials such as wood and materials with rough surfaces, and has been verified in […]
How to use pearl cotton hot melt adhesive? High pressure polyethylene polyurethane foam is a kind of non chemical closed cell structure, also called EPE pearl cotton, which is a new environmental protection packaging product. It consists of thousands of individual bubbles made of high pressure polyethylene grease through physical polyurethane foam. The conventional polyurethane […]
What is the packaging adhesive industry? There are many types of adhesives in the packaging industry, and many different types are used according to the situation. To laminate adhesives for flexible packaging, or to use combinations of different materials such as printing layers, or just some examples of these different situations. If necessary, high-speed bonding […]
Carton sealant is an essential item in our daily lives. There are many types of cardboard box sealing adhesive. Some people want to choose sealant with good adhesion, so they always choose very thick sealant, but in reality, there is no thicker or stickier sealant. Sealing glue is only thicker and more viscous within the […]
